MX3 Hand Weel Operating Instructions


Features
- The electronic hand wheel use a robust metal shell and has a high-quality encoder 100 PPR for the wheel itself, which feels good in your hand and is easy to operate.
- This product is allows for the user to manually control a compatible 3 Axis CNC, such as the 3018-MX3.
- There are three jog speed settings: 1x Speed, 10x Speed & 100x Speed.
- Has a cable that is 1.8m coiled and when stretched, can reach as far as 3.5m
Indicator Descriptions:
Label | Description |
X | Selects the X axis to be Jogged |
Y | Selects the Y axis to be Jogged |
Z | Selects the Z axis to be Jogged |
4 | Meant to select a 4th Axis (Invalid) |
5 | Meant to select a 5th Axis (Invalid) |
6 | Meant to select a 6th Axis (Invalid) |
X1 | Low Speed |
X10 | Medium Speed |
x100 | High Speed |
OFF | Turns Off Hand Wheel |
Hand Wheel Installation & Configuration
While the CNC is off, plug the DB15 connector of the hand wheen into the serial port on your Controller and tighten the screws to complete the connection.
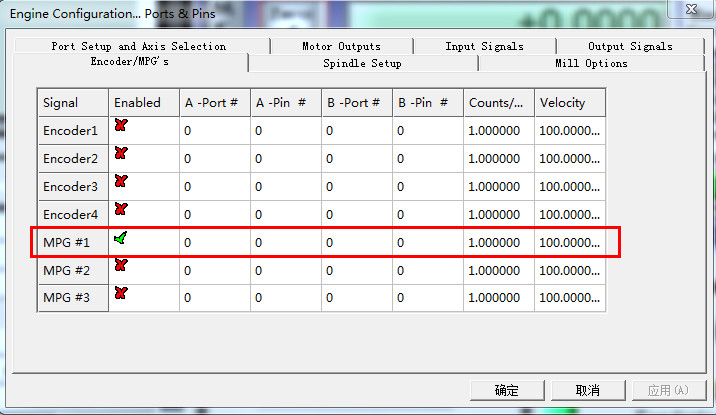
While there is no need to install a driver to use this in conjunction with your MX3, you will need to configure Mach3 in the settings shown below:
Hand Wheel Operation
When you are back at the main window, press the Tab key and select MPG MODE to prepare your CNC for the use of the hand wheel, or to just check on the status.
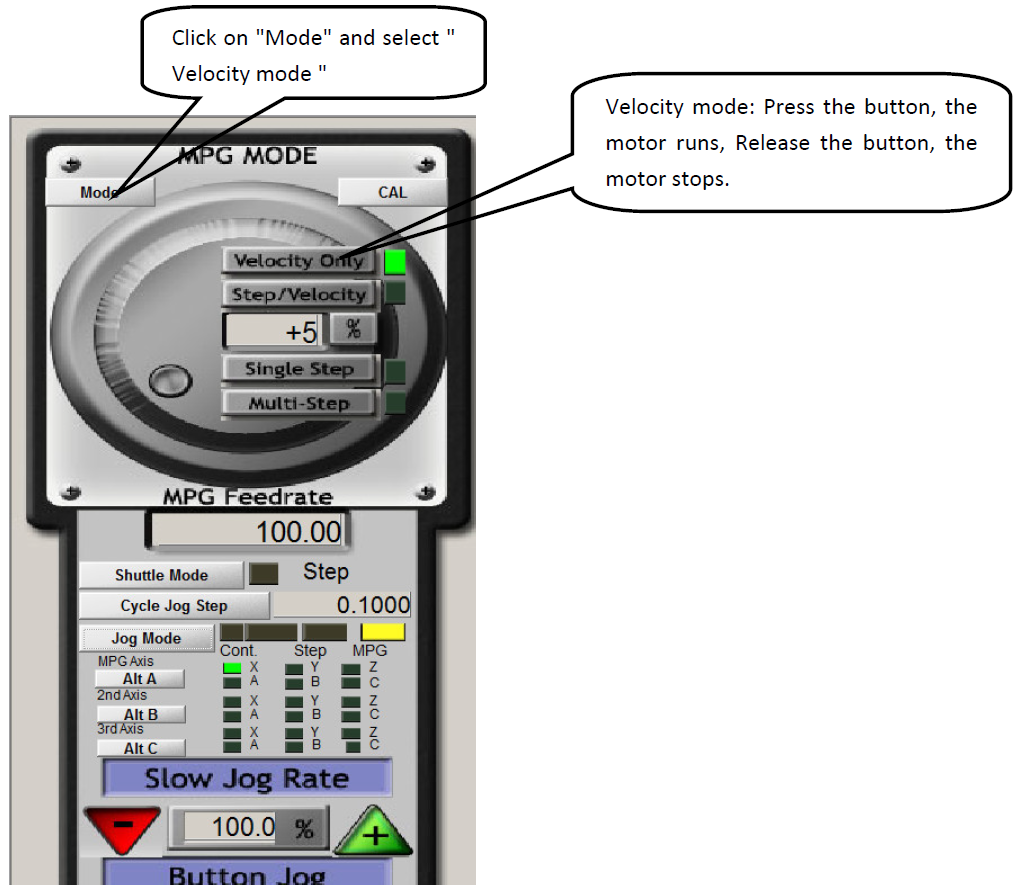
MPG Mode
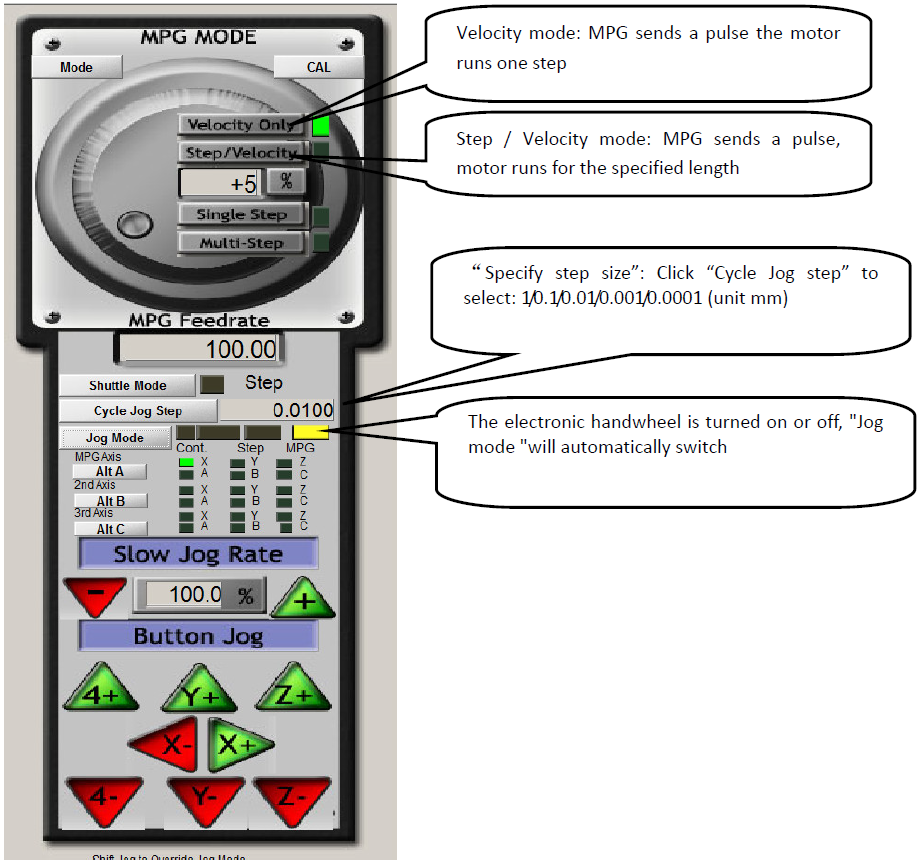
Velocity Mode
Note: When operating in “Step / Velocity” mode you max notice the CNC is sluggish, or that even when rotating, the motor may continue to run momentarily. This is normal and working as intended. What is happening is that the axis running distance is equal to the number of received pulses from the hand wheel * X (Where X = 1, 10 or 100) and as a result the motor will not stop running until until it has caught up to be equal to the final value of the formula.
Essentially, the larger the X value, the higher the gear position, the more obvious the delay. Please operate with caution.